
Приход иностранного инвестора — лишь одно из условий для возрождения предприятия. Важно также правильно организовать производство: обеспечить эффективную работу оборудования и оптимальную загрузку технологических линий, наладить логистику и перенять профессиональный опыт у специалистов. О том, что изменилось в работе макаронной фабрики после прихода итальянских экспертов, «ЭЖ» рассказал Андреа Куомо, управляющий производством ОАО «Экстра М», российского подразделения итальянской семейной компании De Cecco.
Когда мы пришли на фабрику в 2012 г., нам было непонятно, почему в России большей популярностью пользуются макароны из муки мягких сортов, — в Италии их доля на рынке очень мала, а ведь паста1 — часть итальянской культуры. Поэтому была поставлена задача — увеличить на московской фабрике производство макарон из твердых сортов пшеницы. И за два года работы их доля выросла с 5 до 30% общего объема производства, что говорит об изменениях в культуре потребления пасты в России в лучшую сторону. Мы очень гордимся, что качество наших макарон дает россиянам понимание, что продукты из твердого зерна лучше и полезнее. Постепенно надеемся прийти к показателю в 100%.
В течение первых нескольких месяцев мы стремились максимально включиться в рабочий процесс на российском производстве, наладить профессиональные (деловые) взаимоотношения с новыми московскими коллегами и детально ознакомиться с техническим оборудованием. Это позволило лучше понять, как усовершенствовать и модернизировать весь процесс производства макаронных изделий, чтобы постепенно довести его до итальянского эталона.
Наладили работу технологической линии, согласовав электронику с механикой
Итальянское оборудование, установленное на заводе еще в 2000-х, оказалось не в лучшем состоянии2.
Поэтому первостепенными задачами стали приведение в порядок технологических линий и организация эффективного производства продукта. Совместно с моим сыном Антонио (работает на фабрике инженером-технологом) и главным технологом фабрики наладили работу всех инструментов, объединили и синхронизировали механику с электроникой, теперь все функционирует нормально, и мы спокойны. Ведь технология существует там, где все хорошо отрегулировано, а инструменты и датчики работают исправно, в противном случае мы получаем ложные показания. Сейчас за технологическим процессом следят технологи, и мы стараемся передать им весь свой опыт, ведь со временем наша деятельность здесь закончится.
Оборудование работает в три смены круглосуточно. Раз в неделю каждая линия обязательно останавливается на профилактику и зачистку в соответствии с ППР (планово-предупредительными ремонтами), что может занять до 36 часов. При нормальной загрузке оборудования — производство около 2000 кг продукции в час — в течение пяти-шести лет необходимо менять некоторые части оборудования, иначе объемы снизятся. Закупки всех запчастей для технологических линий производятся на специализированных фабриках в Италии и находятся под моим контролем.
Работа на макаронной фабрике не перестает удивлять, постоянно рождаются новые идеи. Например, если какой-то датчик неправильно считывает показания, это ведет к производству некачественной пасты. И ты должен понять, почему она некачественная, ведь все датчики говорят, что все хорошо. Только опыт подсказывает, где могут конкретно возникнуть сбои и туда нужно направить свое внимание и приложить усилия. Работая на макаронной фабрике с 16 лет, интуитивно понимаешь, в какой зоне стоит неправильно работающее устройство.
Есть разные датчики, одни измеряют температуру воды, другие — воздуха (в линии есть и сухой, и влажный воздух). При сушке воздух забирает из продукции лишнюю влагу, и в сушилке образуется влажность. Датчики же считывают температуру сухого воздуха и температуру влаги. Основываясь на этих показателях, задаются параметры для сушки.
Всю информацию с экранов компьютеров операторов считывают и подают многочисленные приборы. Они определяют и весь технологический процесс, и объем загрузки муки и воды, и их соотношение. При этом в технологической карте обязательно заложены аварийные ситуации. И если данные одного из параметров выходят за границы нормы, оборудование (линия) сигнализирует вначале изменением цвета, а потом и звуковым оповещением о неисправности. Допустим, температура воды по технологической карте и в программе заложена 45°. Если по какой-то причине она отклоняется на 3°С, вначале появляется цветовой сигнал, если же превышение достигает 10 и более градусов, возникает звуковой сигнал, предупреждающий критическую ситуацию. Но, как правило, проблема снимается в течение одной-двух минут после появления цветового сигнала. В системе заложены два параметра: предварительная сигнализация и собственно сама сигнализация, срабатывающая через пять минут после предварительного сигнала. За это время вызванный оператором специалист успевает устранить проблему. Технология таких систем совершенна, и они дают надежность на все 100%, поэтому резких отклонений на практике не было.
Такое пристальное внимание к оборудованию связано со стратегией компании — создавать продукт, близкий к итальянскому эталону, и делать рацион людей более здоровым3.
И хотя производство и упаковка продукции автоматизированы, отдельные операции выполняются вручную, например, постановка блоков с готовой упакованной продукцией на паллеты. На многих фабриках в Италии эти операции уже автоматизированы, а на некоторых из них роботы даже перемещают паллеты с готовой продукцией на склад. По этой причине молодым людям в Италии сложно сегодня найти работу.
Изменили порядок контроля компонентов продукции
Паста — продукт простой, производится только из двух компонентов: муки и воды — и качество этих составляющих во многом определяет качество конечного продукта.
Анализом закупаемой муки по различным параметрам: клейковина, белизна, цвет, влажность, количество белка, наличие инородных веществ, степень просеивания — занимаются специалисты в лаборатории, расположенной на фабрике. Ведь качество клейковины влияет на замес теста, а белизна муки — на цвет макаронных изделий. Основные отечественные поставщики хлебопекарной муки и твердых сортов пшеницы (крупки) привозят ее из мелькомбинатов Рязани, Мичуринска и Самары.
До нашего прихода на фабрику муковозы вначале разгружали муку и только потом делали ее анализ. Мы же изменили порядок контроля и теперь, когда приходит муковоз, сразу же берем образец и тут же проводим экспресс-анализ некоторых параметров, и, если они в норме, муковоз разгружается. Вместе с проверяемым образцом муки такой же образец всегда делается и для водителя. Если же результаты анализа не соответствуют стандарту, мы не принимаем партию и отправляем муковоз обратно с запечатанным образцом муки, не прошедшим нашу проверку. Таким образом, если через некоторое время в производстве или в процессе глубокого анализа муки, который может занять от четырех до пяти часов (например, анализ клейковины), возникнет какая-нибудь проблема, мы имеем полное право написать претензию мукомольной фабрике. В этом случае поставщик может сам проанализировать переданный ему образец муки и понять, кто прав. Это самое простое, что может подтвердить наши результаты. Кроме того, такая схема проверки очень удобна: если мука прибывает ночью, когда лаборатория не работает, мы разгружаем муковоз, чтобы он не стоял до утра, и обмениваемся образцами.
Такой тщательный анализ необходим для сохранения качества пасты, ее соответствия ГОСТу и нашим параметрам. Это дает уверенность потребителю в том, что макароны соответствуют всем стандартам качества. С нашей стороны пока не было ни одного случая производства некачественного продукта, поскольку мы внимательно следим и за процессом сборки образцов — они берутся либо из самой глубины муковоза, либо из трех разных мест цистерны.
Качество и система очистки воды также во многом определяет качество продукта. Если фабрика по производству макаронных изделий расположена рядом с природным источником воды, например
в Италии, она поступает напрямую и не требует обработки. Мы же занимаемся тщательной водоподготовкой — уменьшаем жесткость воды, освобождаем ее от кальция, чтобы она соответствовала параметрам, подходящим для замеса. Специалист, ответственный за качество воды, каждое утро делает ее анализ и при необходимости регулирует параметры, доводя их до требуемых.
Оптимизировали структуру ассортимента продукции и ее упаковку
Качество готовой продукции также контролируется на каждом этапе производственного цикла. Занимаются этим специалисты лаборатории, анализирующие входное сырье. Наряду с контролем операторов есть приборы контроля веса и анализатор влажности. Анализ делается постоянно, на каждой стадии процесса высушивания, что позволяет понять, правильно ли идет процесс сушки. Далее внимательно проверяется качество уже упакованной продукции — уровень влажности внутри упаковки, внешний вид готового продукта и сама упаковка, ее целостность.
Тщательный контроль качества продукции помог реализовать несколько нововведений. С целью улучшения внешнего вида продукта, а также в порядке передачи опыта и итальянских традиций были инициированы изменения формата макарон и их размеров, основываясь на нашей культуре, где есть три разных вида пера (перо — тип пасты): короткие, средние и длинные. Фабрика производила макароны-перья такого размера, который не соответствовал ни одному из итальянских стандартов, к тому же они непривлекательно смотрелись в пачке. Мы немного увеличили размер пера и дополнительно сделали перо малых размеров.
При этом был оптимизирован размер пачки, и она стала выглядеть более презентабельно. Принятие такого решения привело к экономии на упаковочной пленке. Уменьшение упаковочной пачки на два сантиметра и стандартное использование около 20 бобин пленки ежедневно позволило нам упаковывать на 6000 пачек больше — каждая бобина давала 300 дополнительных пачек.
В нашем деле нужно всегда ставить цели, например выпуск определенного объема продукции при оптимизации производства. Опыт работы на других фабриках позволил оптимизировать работу оборудования за счет более редкой смены формата (ассортимента) продукции. Ведь для замены матрицы с целью изменения формата требуется один час. Кроме того, продукт первых и последних пяти минут производства всегда идет в отходы. Стоит отметить, что отходы мы ни в коем случае не выкидываем, все они продаются животноводческим хозяйствам. Если в день четыре раза происходит смена формата, то отходы получаются значительными, а ведь их можно превратить в готовую продукцию. С учетом того, что фабрика может производить около 30 форматов продукции, можно заранее запланировать выпуск оптимального ассортимента при минимальных затратах. Для сравнения: на итальянской фабрике производят 150 видов пасты.
Что же касается перспектив, на фабрике в настоящее время разрабатывается информационно-аналитическая система руководителя. Еще одна наша цель — пройти сертификацию и стать сертифицированной фабрикой, часть сертификатов у нас уже есть, мы же хотим получить еще сертификат ISO 9001. Поскольку при работе с очень большими сетями часто проводятся инспекционные проверки гигиены производства. Конечно, это необходимо нам и для дальнейшего развития и расширения производства.
Сотрудничество и понимание между нами и работниками фабрики пришло не сразу, поэтому и все мои нововведения принимались не сразу. По приходу на фабрику в Москве вначале столкнулся с недоверием, что в принципе нормально, но через некоторое время мы «притерлись» друг к другу и появилось взаимопонимание. Тогда и началось плодотворное сотрудничество.
К сведению
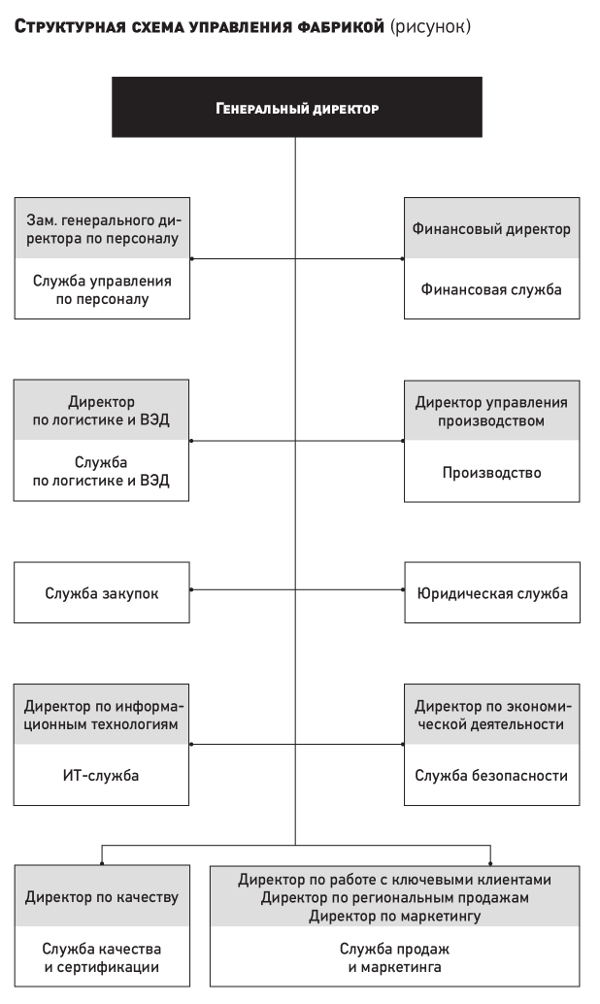
После приобретения ОАО «Экстра М» компанией De Cecco фабрика стала российским подразделением компании. Для ее модернизации был составлен бизнес-план, в основе которого были заложены процессы по улучшению качества продукции местного производства, повышению эффективности производственного процесса, а также увеличению и расширению регионов продаж собственных марок продукции («Знатные», «Экстра М», «САОМИ»). Для реализации плана и дальнейшего развития фабрики пригласили итальянских специалистов — управляющего производством и финансового директора. Структурная схема управления компанией в упрощенном виде приведена на рисунке. Развитие фабрики в ближайшие четыре-пять лет предполагается финансировать предпочтительно за счет собственных средств.
Комментарий
Евангелина Кулешова, главный технолог
Честно говоря, мы приняли итальянских экспертов не сразу, сложно было смириться с другим отношением к работе, непривычным для нас. Приведу пример. Некоторое время на технологической линии не работал один вентилятор из 30. Мы не обращали на это внимание, хотя при упаковке продукции она иногда склеивалась. Технические эксперты выявили причину и наладили неисправный прибор — с тех пор на упаковке таких проблем не возникало. Так, со временем, совместно с итальянскими коллегами мы настроились на плодотворную и производительную работу.
В отличие от других предприятий по производству продуктов питания, где технолог участвует в разработке новых вариантов продуктов, на макаронной фабрике технолог отвечает за соблюдение технологических параметров при высушивании пасты, сохранении в ней питательных свойств и привлекательного внешнего вида. При этом для каждого формата пасты есть своя технологическая карта, где указаны базовые параметры, которые могут меняться в зависимости от погодных условий. Поэтому технологическая карта меняется как минимум два раза в год: зимой и летом.
На технологический процесс в России влияет очень разнообразный и непостоянный местный климат, и в этой связи некоторые технологические параметры регулируются, например, когда в цех напрямую попадают солнечные лучи или на улице льет дождь. Согласно ГОСТу влажность продукции должна быть не более 13%, изделия не должны содержать дополнительных примесей и должны соответствовать весу, указанному на пачке, а вот количество муки и воды можно корректировать в зависимости от качества муки. Например, если мука пришла на 0,3% влажнее нормы, воду, поступающую для замеса теста, сокращают с 25,8 до 25,5%. Кроме того, для каждого сорта макарон требуется свое индивидуальное давление, влияющее на форму и длину изделия.
Переход на выпуск продукции разных видов, размеров и форм предполагает смену матриц, что влечет за собой остановку и новый запуск оборудования. Андреа в свое время предложил делать смену матриц и, как следствие, перезапуск производственных линий как можно реже. В результате мы смогли снизить отходы, оборудование стало работать намного стабильнее, нам стало проще налаживать технологию.
При замене матриц необходимо также учитывать некоторые технические особенности процесса производства и производственного цикла, состоящего из следующих этапов: подача муки, замес теста, формирование изделия, сушка, охлаждение, поступление сухих макарон в силосные корпуса, упаковка готового продукта и распределение по заказчикам. Используя свой десятилетний опыт работы на итальянском производстве, Андреа не только сократил объем отходов, которые неизбежно образуются при остановке и запуске линии с новой матрицей, но и наладил процесс продажи этих продуктов на птицефабрики и свинофермы.
Кроме того, его идея по модернизации упаковки значительно сократила расходы на пленку при фасовке готовой продукции. Одно только решение, чтобы каждый ассортимент макарон производился на линии не четыре часа, а 24, принесло хорошую экономию электроэнергии. Ведь при переналадке оборудования, смене матриц и бобин возникают дополнительные затраты — энергетические и трудовые (дополнительные человеческие ресурсы). Например, производственную линию с категорией «А» (самым массовым продуктом: перьями, рожками и спагетти) можем не менять три дня.
Такое предложение руководящий состав завода принял практически сразу, но потребовалось два месяца на проведение изменений, которые были связаны с изменением структуры ассортимента: раньше было больше продукции категории «С» на складе (самые непопулярные форматы макарон), теперь мы соблюдаем баланс в ассортименте. Кроме того, мы смогли систематизировать систему хранения продукции строго по категориям: «A», «B» и «C».
1 Макаронные изделия по-итальянски, от лат. рasta — тесто.
2 Обычно технологическое оборудование макаронных фабрик располагается на одном уровне. Однако архитектурные особенности основного здания фабрики, построенной в 1883 г., не позволили этого сделать, и шесть технологических линий были размещены на пяти этажах.
3 В Италии паста считается самым здоровым продуктом, поскольку делается из твердых сортов пшеницы и состоит всего из двух компонентов (муки и воды), а также используется в качестве диетического продукта, являясь основой средиземноморской диеты.